iPcb会社-信頼できるPCBメーカー! お問い合わせ

アルミナセラミックスは現在、高純度型と普通型の2種類に分けられている。
高純度アルミナセラミックス系Al 2 O 3含有量が99.9%以上のセラミックス材料は、その焼結温度が1650〜1990℃に達し、透過波長が1〜6μm、一般的には白金るつぼの代わりに溶融ガラスを作製する:その透光性及びアルカリ金属腐食性を利用してナトリウムランプ管として使用する、電子産業では集積回路基板と高周波絶縁材料として使用できる。
一般的なアルミナセラミックス系はAl 2 O 3含有量によって99磁器、95磁器、90磁器、85磁器などの品種に分けられ、場合によってはAl 2 O 3含有量が80%または75%の者も一般的なアルミナセラミックスシリーズに分けられる。その中の99アルミナ磁器材料は製造工程の高温るつぼ、耐火炉管及び特殊耐摩耗材料、例えばセラミックス軸受、セラミックスシール及び水弁片などに用いられる、95アルミナ磁器は主に耐食性、耐摩耗性部品として用いられる、85磁器の中には常に一部のタルクが組み込まれており、電気効率と機械的強度が向上しており、モリブデン、ニオブ、タンタルなどの金属と封着でき、電気真空装置デバイスとして使用されるものもある。
アルミナセラミック粉末の製造方法
工場に入ったアルミナ粉末を異なる製品要求と異なる成形プロセスに従って粉体材料に調製した。粉体の微細性は1μmミクロン以下であれば、高純度アルミナセラミックス製品を製造するには、アルミナ純度が99.99%であるほか、超微細粉砕して粒径分布を均一にする必要がある。押出成形または射出成形を採用する場合、粉体中にバインダーと可塑剤を導入する必要があり、一般的には重量比が10〜30%の熱可塑性プラスチックまたは樹脂有機バインダーはアルミナ粉体と150〜200℃の温度で均一に混合し、成形操作に有利である。熱プレスプロセスを用いて成形された粉体原料は接着剤を添加する必要はない。半自動または全自動ドライプレス成形を採用する場合、粉体に対して特別な技術要求があり、噴霧造粒法を用いて粉体を処理し、円球状にする必要があり、粉体の流動性を向上させるために、成形中の自動充填型壁に有利である。また、粉体と型壁との摩擦を減らすためには、ステアリン酸やバインダーPVAなどの潤滑剤を1〜2%添加する必要がある。
乾式プレス成形のためには、バインダーとしてポリビニルアルコールを導入した粉体に噴霧造粒する必要がある。近年、上海のある研究所はAl 2 O 3噴霧造粒の接着剤として水溶性パラフィンを開発し、加熱下での流動性が優れている。噴霧造粒後の粉体は流動性が良く、密度が緩く、流動角摩擦温度が30℃未満でなければならない。粒子レベルの配合は、より大きな素地密度を得るために理想的な条件である。

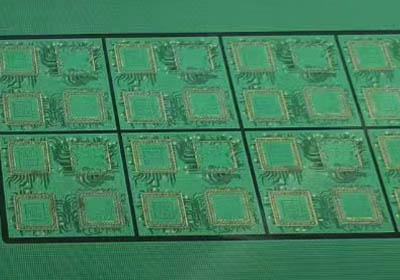
アルミナセラミックス回路基板
アルミナセラミックス成形方法
アルミナセラミックス製品の成形方法はドライプレス、グラウト、押出、冷などの静圧、射出、流延、熱圧と熱などの静圧成形などの多種の方法がある。ここ数年来、国内外でまたプレスろ過成形、直接凝固射出成形、ゲル射出成形、遠心射出成形と固体自由成形などの成形技術方法が開発された。異なる製品の形状、寸法、複雑な造形と精度の製品には異なる成形方法が必要である。
アルミナセラミックスの常用成形紹介
1、ドライプレス成形:アルミナセラミックドライプレス成形技術は形状が単純で内壁の厚さが1 mmを超え、長さと直径の比が4:1以下のものに限定される。成形方法には一軸方向または双方向がある。プレスには油圧式、機械式の2種類があり、半自動または全自動成形パイプを呈することができる。プレスの最大圧力は200 Mpaである。生産量は毎分15〜50件に達することができる。油圧式プレスのストローク圧力が均一であるため、粉体充填に差がある場合、プレス部品の高さが異なる。機械式プレスの圧力の大きさは粉体の充填量によって変化し、焼結後の寸法収縮に差が生じやすく、製品品質に影響を与える。この乾燥圧中の粉体粒子の均一な分布は金型充填にとって非常に重要である。充填量が正確であるか否かは製造されるアルミナセラミックス部品の寸法精度制御に大きく影響する。粉体粒子は60より大きいμm、60〜200目の間に最大自由流動効果を得られ、最高の圧力成形効果を得ることができる。
2、射出成形法:射出成形はアルミナセラミックスの使用に最も早い成形方法である。石膏型を採用することにより、コストが低く、大型、複雑な形状の部品を成形しやすい。射出成形の鍵はアルミナスラリーの製造である。通常は水を溶剤媒体とし、解膠剤と結合剤を加え、十分に研磨した後に排気し、その後石膏金型内に注入する。石膏型毛細管の水分吸着により、スラリーは型内に硬化した。中空注入時には、型壁吸着スラリーが要求厚さに達したときに、余分なスラリーを注出する必要があります。ブランクの収縮量を減らすためには、できるだけ高濃度スラリーを使用しなければならない。
アルミナセラミックススラリーには、スラリー粒子表面に電気二重層を形成してスラリーを安定に懸濁させ沈殿させないように有機添加剤を添加する必要もある。また、ビニルアルコール、メチルセルロース、アルギン酸アミンなどの結合剤及びポリプロピレンアミン、アラビアゴムなどの分散剤を添加する必要があり、目的はすべてスラリーを適切な注入成形操作に適合させることにある。
アルミナセラミック焼成技術
粒子状セラミック素地を緻密化して固体材料を形成する技術的方法を焼結と呼ぶ。焼結は間もなくブランク体内の粒子間空洞を排除し、少量のガス及び不純物有機物を排除し、粒子間を相互に成長結合させ、新しい物質を形成する方法である。
焼成に使用する加熱装置は電気炉が最も広く使用されている。常圧焼結すなわち無圧焼結のほか、熱圧焼結や熱などの静圧焼結などがある。連続熱圧焼結は生産量を高めるが、設備と金型の費用が高すぎるほか、軸方向に熱を受けているため、製品の長さが制限されている。熱などの静圧焼成は高温高圧ガスを圧力伝達媒体として採用し、各方向に均一に熱を受ける利点があり、形状が複雑な製品の焼結に適している。構造が均一であるため、材料の効率は冷間圧焼結より30〜50%向上する。
